
Я, Что такое ПТФЭ?
1.1 Определение
Политетрафторэтилен — полимер тетрафторэтилена. Аббревиатура — ПТФЭ.
1.2 Структурная формула
Политетрафторэтилен имеет большую относительную молекулярную массу, низкая составляет сотни тысяч, высокая — более 10 миллионов, а в целом составляет миллионы (степень полимеризации порядка 104, тогда как у полиэтилена — только 103).
1.3 Характеристика ПТФЭ
Молекула политетрафторэтилена, блок CF2, имеет пилообразную форму, так как радиус атома фтора немного больше, чем у водорода, поэтому соседний блок CF2 не может полностью соответствовать транс-кросс-ориентации и превратить его в образование спирально закрученной цепи. Атомы фтора покрывают почти всю поверхность полимерной цепи.
Эта молекулярная структура объясняет различные свойства ПТФЭ. При температуре ниже 19°C образуется спираль 13/6; при 19°C происходит фазовый переход, и молекулы слегка распутываются, образуя спираль 15/7.
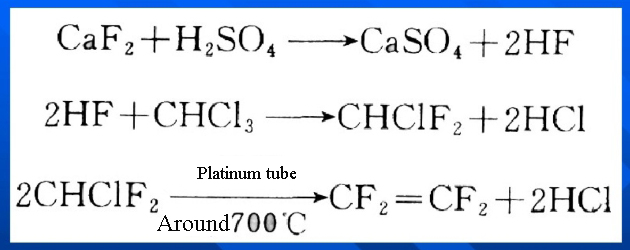
1.4 Формула получения мономера тетрафторэтилена
II, Общее описание
| Название индикатора |
Единица |
Стандарт |
| Удельный вес |
г/c㎡ |
2.14~2.3 |
| температура размягчения |
℃ |
317~327 |
| предел прочности |
МПа |
13,72~34,3 |
| предел прочности |
МПа |
280~352 кг/см2 |
| удлинение |
% |
150~400 |
| прочность на сжатие |
МПа |
12 кг/см2 |
| Ударная вязкость (консоль) |
Кг-См/С㎡ |
6,4 мг/1000 раз |
| Твёрдость по Шору |
- |
Д50~55 |
| Модуль упругости при изгибе |
103кг/С㎡ |
3,5~6,3 |
| коэффициент трения скольжения |
- |
0.1 |
| теплопроводность |
10-4кал/М·сек℃ |
6.0 |
| удельная теплоемкость |
Кал/℃г |
0,25 |
| коэффициент линейного расширения |
10-5/℃ |
10.0 |
| температура тепловой деформации |
℃ |
(4,6 кг/см2)260℃ |
| Максимальная рабочая температура без нагрузки |
℃ |
260 |
| объемное сопротивление |
Ом.См |
>1018 |
| напряжение пробоя |
Кв/мм |
19 |
| диэлектрическая проницаемость 60 Гц~106Гц |
- |
<2.1 |
| Диэлектрические потери 60 Гц~106Гц |
- |
<2.1x10-4 |
| Прочность диэлектрика на пробой |
КВ/мм |
45 |
| сопротивление дуги |
Сек |
>300 |
| поглощение воды |
% |
0.00 |
| воспламеняемость |
- |
В-0 |
| индекс ксигена |
- |
>95 |
| атмосферостойкость |
- |
Лучший |
| Воздействие прямых солнечных лучей |
- |
Никто |
| Воздействие сильных кислот, слабых кислот и растворителей |
- |
Никто |
III, Свойства
3.1 Преимущества
.
3.1.1 Устойчивость к высоким температурам
Температура длительного использования составляет от 200 до 260 градусов.
3.1.2 Устойчивость к низким температурам.
Он остается мягким при температуре -100℃ и не становится хрупким при сверхнизкой температуре -260℃.
3.1.3 Устойчивость к высоким и низким температурам:
ПТФЭ мало подвержен влиянию температуры, имеет широкий температурный диапазон и может использоваться при температуре от -190 до 260 ℃.
3.1.4 Коррозионная стойкость
ПТФЭ не подвержен коррозии практически ни под воздействием каких-либо химических реагентов, за исключением расплавленных щелочных металлов.
3.1.5 Атмосферостойкость
Поверхность и свойства остаются неизменными при длительном воздействии атмосферы. Имеет самый долгий срок старения среди пластиков.
3.1.6 Самосмазывающиеся:
Имея самый низкий коэффициент трения среди пластмасс, он является идеальным смазочным материалом, не содержащим масла.
3.1.7 Нелипкий
Обладает наименьшим поверхностным натяжением среди твердых материалов, не прилипая ни к какому веществу; это твердый материал с наименьшей поверхностной энергией, и не будет прилипать к поверхности всех известных твердых материалов.
3.1.8 Нетоксичный
Физически инертный.
3.1.9 Негорючий
Ограниченный кислородный индекс составляет 90 или менее.
3.1.10 Изоляция:
Не подвержен влиянию окружающей среды и частоты, объемное сопротивление до 1018 Ом•см, низкие диэлектрические потери, высокое напряжение пробоя. Это идеальный изоляционный материал класса C. Он обладает особенно хорошими изоляционными свойствами, его одинарная пленка толщиной с газету может выдерживать высоковольтное электричество 1500 В. Он не подходит для высоковольтного изоляционного материала из-за плохих коронных свойств.
3.2 Недостатки:
3.2.1 Свойства текучести на холоде.
При использовании ПТФЭ в качестве прокладки, если винт затянут слишком сильно, что превышает удельное напряжение сжатия, прокладка будет производить «холодную текучесть» (ползучесть) и сплющиваться. Холодную текучесть ПТФЭ можно преодолеть методами добавления волокнистых материалов (например, углеродного волокна), улучшения структуры деталей и т. д.
3.2.2 Трудно свариваемые:
ПТФЭ можно использовать при температуре 260°C в течение длительного времени. При температуре более 200°C может начать выделяться токсичный фтористый газ. При температуре более 400°C токсичный газ становится агрессивным и опасным. Высокотемпературное растрескивание приводит к образованию высокотоксичных побочных продуктов в виде фтористого газа и перфторированного изобутилена и т. д., которые также являются едкими. Вот почему изделия из ПТФЭ не подходят для сварки.
3.2.3 Трудноплавкая перерабатываемость
В расплавленном состоянии он все еще может сохранять свою первоначальную форму. Он не перейдет из высокоэластичного состояния в вязкотекучее состояние даже при нагревании до 415 ℃.
Кроме того, ПТФЭ в аморфном состоянии очень чувствителен к сдвигу и легко разрушается при расплавлении.
Поэтому ПТФЭ не может использовать экструзию расплава, литье под давлением и другие обычные процессы формования термопластов. Он может применять только метод формования, аналогичный порошковой металлургии.
3.2.4 Радиационная стойкость.
Политетрафторэтилен имеет низкую радиационную стойкость (104 рад). Он разрушается под действием высокоэнергетического излучения. Его электрические свойства полимеров и механические свойства значительно ухудшатся.
IV, Применение политетрафторэтилена
4.1 Антикоррозионное покрытие:
4.1.1
Используется в нефтяной, химической промышленности, атомной энергетике и других отраслях промышленности, где требуются трубы для транспортировки коррозионных газов, выхлопные трубы, паропроводы и поверхностные антикоррозионные материалы;
4.1.2
Маслопроводы высокого давления для прокатных станов, трубопроводы высокого, среднего и низкого давления для гидравлических систем, а также системы холодного воздуха самолетов.
4.1.3
Футеровка ректификационных колонн, теплообменников, котлов, башен и резервуаров. Клапаны и другое химическое оборудование;

4.1.4
Фильтрующие материалы, такие как фильтрующие мембраны, электролитические диафрагмы, мембраны для газового диализа и т. д.
4.1.5
Уплотнение пазовых фланцев оборудования, включая машины, теплообменники, сосуды высокого давления, сосуды большого диаметра, клапаны и насосы.
4.1.6
Герметизация эмалированных реакционных сосудов, плоских фланцев и фланцев большого диаметра.
4.1.7
Уплотнение валов, поршневых штоков и штоков клапанов
4.1.8
Уплотнения червячных шестерен, уплотнения рулевых тяг
4.1.9
Механические уплотнения.
4.2 Самосмазывающиеся применения
Широко применяется в судостроении, машиностроении, авиации, текстильной промышленности и т. д.
4.3 Загрузка приложений
Фтористые материалы широко используются для прямой нагрузки из-за их низкого коэффициента трения, который является самым низким среди известных твердых материалов. Он стал наиболее желательным материалом для безмасляной смазки, поскольку он может решать следующие проблемы:
Трущуюся часть оборудования нелегко смазать маслом.
Смазка, растворенная растворителями,
Необходимость в коррозионно-стойких и устойчивых к низким температурам валовых насосах.
Продукт требует использования смазочных материалов без пятен в бумажной, фармацевтической, пищевой, текстильной и других отраслях промышленности.
4.3.1
Подшипники из заполненного ПТФЭ для химического оборудования, бумагоделательных машин и сельскохозяйственной техники.
4.3.2
Используется для поршневых колец, направляющих станков и направляющих колец.
4.3.3 Ползунок из ПТФЭ
Благодаря низкому коэффициенту трения и высокой несущей способности он широко используется в качестве опорного ползуна для мостов, туннелей, стальных каркасов крыш, крупных химических трубопроводов и резервуаров для хранения в гражданском и строительном строительстве.
Резиновая опора чашечного типа из ПТФЭ является широко используемой опорой мостов, а с развитием технологий и материалов ее также можно использовать при строительстве мостов и мостовых переходов.

4.4 Применение в антиадгезионных целях
ПТФЭ занимает значительную долю в антиадгезионных приложениях, поскольку он не только обладает антиадгезионными свойствами, но и имеет отличную устойчивость к высоким и низким температурам. Изделия из ПТФЭ для антиадгезии в основном представляют собой детали или листы из ПТФЭ, установленные в подложке, покрытие ПТФЭ, композитная стеклоткань, термоусадка к подложке и т. д.
Широко применяется в текстильной, пищевой, бумажной и других отраслях легкой промышленности.
V, синтез ПТФЭ
ПТФЭ полимеризуется свободнорадикальным способом.
Промышленная реакция полимеризации осуществляется в присутствии большого количества воды при перемешивании, чтобы рассеивать тепло реакции и легко контролировать температуру. Полимеризация обычно проводится при температуре от 40 до 80°C и давлении от 3 до 26 кг/см2.
5.1 Методы синтеза:
Методы полимеризации включают в себя полимеризацию по запатентованной технологии, полимеризацию в растворе, полимеризацию в суспензии и полимеризацию в эмульсии (дисперсионную полимеризацию).
В промышленном производстве в основном применяют суспензионную и дисперсионную полимеризацию.
В мировом производстве доля суспензионного метода производства смол составляет 50–60%, доля дисперсионного метода производства смол — 20–35%, остальное — дисперсная эмульсия.
5.1.1 Метод суспензионной полимеризации:
Поместите тетрафторэтилен в водную среду. Введите персульфат в качестве инициатора → Начните полимеризацию → разминание → измельчение → промывка → сушка → завершение.
5.1.2 Метод дисперсионной полимеризации:
Тетрафторэтилен в водной среде → перфторкарбоксилат как диспергатор → фторуглерод как стабилизатор → в пероксодисульфате или его окислительно-восстановительной системе инициирования дисперсионной полимеризации → получение дисперсной жидкости →дисперсная жидкость путем коагуляции → промывка → сушка → финишная обработка.
В присутствии карбоната аммония и эмульгаторов нагревание, разделение и сливание прозрачной жидкости с получением концентрированного диспергатора с содержанием твердого вещества 60%.
5.2 Разница между суспензионной смолой ПТФЭ и дисперсионной смолой ПТФЭ:
5.2.1
ПТФЭ, полученный методом суспензионной полимеризации, можно формовать и перерабатывать, тогда как дисперсный ПТФЭ не поддается формованию и переработке, но перерабатывается методом дисперсных покрытий или переводится в порошок для экструзии пасты.
5.2.2
Различия в качестве суспензионного политетрафторэтилена и дисперсного политетрафторэтилена обусловлены различиями в размере частиц, распределении размеров частиц и морфологии частиц.
5.2.3
Размер частиц первого типа измеряется в миллиметрах, а размер частиц второго типа находится на субмикронном уровне (250–350 нм).
Важное влияние на текучесть расплава политетрафторэтилена оказывают его огнеупорность, плохая текучесть, размер и морфология частиц, а также его производительность обработки и эксплуатационные характеристики продукта.
5.3 Различия в технологии производства политетрафторэтилена
| Классификация |
Введение |
Приложение |
| Суспензионная смола |
Это вид белого порошка с крупными частицами, разделенными на частицы разного размера и плотности, которые подходят для различных методов обработки и формования, таких как литье под давлением, гидравлическая экструзия, плунжерная экструзия и т. д. |
Уплотнения, прокладки; насосы, клапаны, трубопроводная арматура и футеровка химического оборудования; электроизоляционные детали, пленки. |
| Диспергирующая смола |
Белая мягкая гранулированная смола, разделяемая на различные марки с различными степенями сжатия при формовании: высокой, средней и низкой, подходящая для экструзии пасты. |
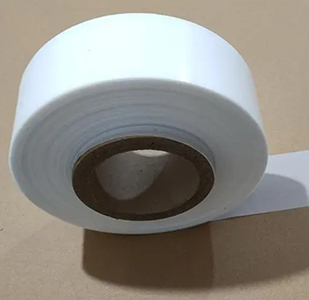
Провода и кабели коррозионно-стойкие, высокотемпературные, с высокой диэлектрической проницаемостью; лента для герметизации шелковых пряжек, футеровка труб и т. д. |
| Концентрированная дисперсия |
Белая молочная дисперсия. Во время хранения и транспортировки избегайте ударов, высоких температур, воздействия солнечного света и холода, чтобы предотвратить коагуляцию полимера. |
Используется в качестве антиадгезионного покрытия в пищевой, текстильной, полиграфической, красильной, бумажной и других отраслях промышленности, а также для пропитки стеклоткани, асбеста и т. д. |
VI, Введение в процесс формования ПТФЭ

Формование политетрафторэтилена осуществляется методом, аналогичным порошковой металлургии, т. е. при комнатной температуре политетрафторэтилен формуется в плотную заготовку, нагревается выше точки плавления, в результате чего он переходит из кристаллической фазы в аморфную, образуя плотный, сплошной, прозрачный эластомер, а затем путем охлаждения переходит в кристаллическую фазу.
6.1 Экструзионное формование
Суспензирование порошка ПТФЭ в экструдере → прессование → спекание для непрерывного производства.
Основная продукция — прутки, трубы (толстостенные) и т. д.
6. 2 Дисперсионная обработка формование методом эмульсионной полимеризации ПТФЭ
Дисперсный ПТФЭ - это дисперсные частицы ПТФЭ, образованные после коалесценции вторичных частиц, диаметр 500 мкм, порошкообразный вид, большая удельная площадь поверхности, абсорбция органических растворителей, образование пасты путем сдвига, обычно с использованием процесса экструзионного формования. Поэтому это называется формованием пасты экструзией.
Изделия из ПТФЭ, изготовленные методом экструзии пасты, включают стержни малого диаметра, проволоку, тонкостенные трубки, профили, сырье с сырьем, стержни из сырья, а также расширенные изделия из ПТФЭ, такие как эластичные ленты, расширенные ленты из сырья, расширенные волокна и расширенная пленка.
6.3 Формовка:
Суспензирование смолы ПТФЭ в форме, компрессионное формование → высокотемпературное спекание → охлаждение для получения формованных изделий.
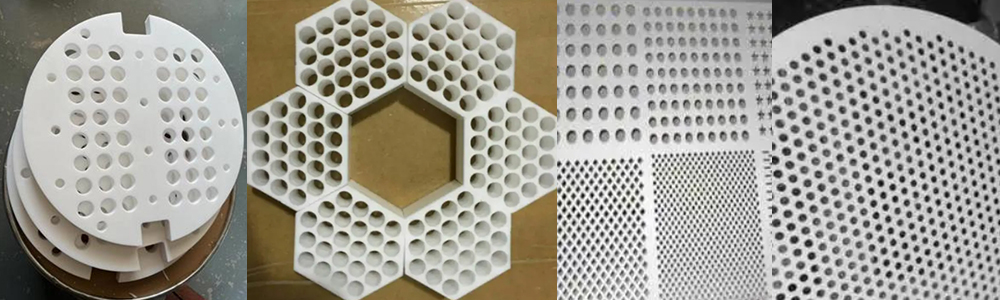
Основная продукция включает в себя пластины, стержни, трубки, пленки, пустые прокладки из ПТФЭ, заполненные пластины, стержни, трубки и детали из ПТФЭ, пористые пластины, листы, заготовки и т. д.
6.4 Формование под равным давлением:
Основная продукция — крупногабаритные токарные длинные заготовки, большие трубы, большие толстые пластины и т. д.
6.5 Каландрирование:
Полуфабрикатная пленка ПТФЭ проходит через каландр и перематывающую машину, каландрируется в продукцию.
Основная продукция включает в себя направленную пленку, полунаправленную пленку, сырьевую ленту, пленку и т. д.
6.6 Методы вторичной переработки ПТФЭ
Вторичная переработка ПТФЭ подразумевает переработку полуфабрикатов из ПТФЭ: пластин, пленок, трубок, стержней и т. д. из ПТФЭ с использованием термической деформации, сварки, токарной обработки, композитной обработки и других технологий обработки в изделия из ПТФЭ различных спецификаций и форм.
Вернуться наверх










